
Articles
Understanding Mechanical Properties of Materials
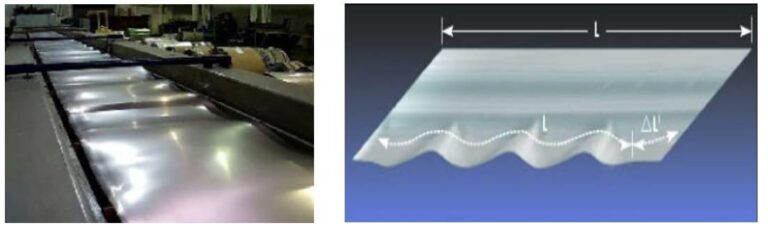
Companies around the world use many different types of sheet metal to produce their products. When designers and engineers are trying to decide which material






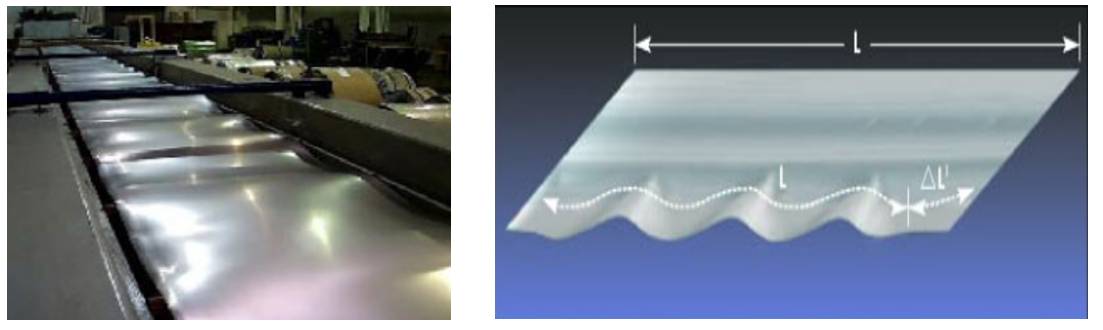


Companies around the world use many different types of sheet metal to produce their products. When designers and engineers are trying to decide which material

In today’s competitive manufacturing landscape, the pursuit of efficiency and quality is relentless. At the heart of this pursuit lies a critical process: die optimization

Sheet metal manufacturing plays a crucial role in various industries, transforming raw materials into essential components for automotive, construction, and industrial applications. This guide dives

Metal stamping is a precise and complex process, especially in industries where formed parts need to meet exacting standards. At a recent Phoenix Group webinar,

In today’s fast-paced and competitive manufacturing environment, the need for efficient, waste-reducing practices is more critical than ever. Lean manufacturing, a methodology that focuses on

The Role of Lubrication in Metal Forming Lubrication mainly consists of the lubricants applied at the mill, often called mill oil. Unless specifically requested and

In stamping, process control is crucial for ensuring product quality and consistency. One of the key tools used for process control a reference panel system.
Fabricated sheet metal products are part of everyday life, from the vehicles we drive to the pots we cook with and everything in between. All
AHSS Properties & Blank Die Standards With the continuing Government requirements to produce safer and more efficient vehicles, the demand for stronger and lighter components
